|
|
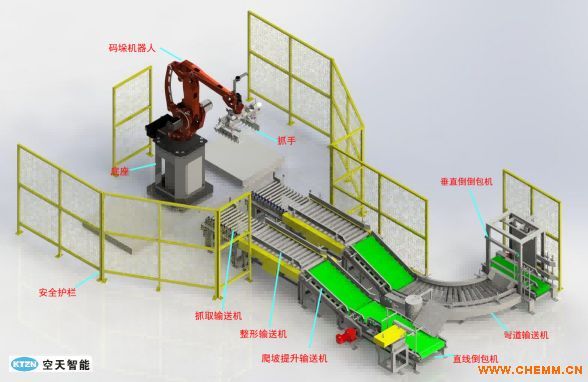
1、垂直倒包输送机
立式袋子经过包装机、缝包机及输送机进入垂直倒包输送机,通过光电开关的检测,判断袋子是否到达推包的位置;同时通过下方水平输送机的光电开关来检测是否满足有一个袋子推下的安全距离等*条件,如果各方面都满足条件,则PLC驱动继电器→电磁阀→气缸动作,将袋子推倒成水平状态输送。
2、爬坡输送机
产品通过提升输送机将袋子输送到一定高度,来实现后端整形、压包、抓取等各种功能,提高抓取速度,并且通过光电检测和PLC程序控制来实现缓冲作用。
3.压包振动整形输送机
包装袋被输送到压包振动整形输送机,对包装袋压包辅助整形后再振动整形,使包装袋里的产4、抓取输送机
包装袋从压包输送机输送到抓取输送机上,配合机器人码垛。保证码垛机器人安全、方便的抓取,减少噪声。
5、机器人抓手
当待码产品输送至抓取线且光电开关感应到产品到位,同时码垛位光电感应到托盘位置有待码托盘,码垛机程序驱动伺服电机将携有抓手的法兰盘运动到位后,驱动抓手电磁阀,气缸动作,不锈钢抓手将袋子分别有序的放置到托盘上面。
功能:安全隔离将机器人工作区域及输送危险区域隔离禁止人员进入,且安装检测报警装置。如设备工作是闯入立即报警,设备将停止工作,提高操作人员按系数。悬挂安全警示标志。
机器人是整个机器人码垛设备的核心部分,机器人是一种仿人操作、自动控制、可重复编程、能在三维空间完成各种规定作业的机电一体化市场设备。它根据不同的物料包装、堆垛顺序、层数要求进行参数设置,实现不同类型物料包装的搬运作业。
机器人系统与输送带控制系统进行数字通信,以实现机器人系统输入传输带输出传输带协调控制,当码垛发送以外情况,能自动报警。
机械手主要材料采用铝合金型材、不锈钢,执行元件采用气缸、具有稳定性高动作灵活等特点。当生产环境低于0℃时机器人由停止状态变为运行时,开机时会有一段时间预热过程。
功能:通过系统各个环节配合,将包装袋按照一定固定的数量整齐的依照一定规律顺序摆放道托盘。
CP180L机器人概述: 负载 180 kg;轴数 4-5;重复性±0.5 mm
|
CP180L的规格 |
|||
|
类型 |
多关节型 |
||
|
自由度 |
4 (5 : 选项) |
||
|
负载 |
180 kg |
||
|
工作范围 |
轴 |
运动范围 |
*大速度 |
|
JT1 |
±160° |
140°/s ✽4 |
|
|
JT2 |
+95 - –46 |
125°/s ✽4 |
|
|
JT3 |
+15 - –110 |
130°/s ✽4 |
|
|
JT4 |
±360° |
400°/s ✽4 |
|
|
JT5 |
- |
- |
|
|
工作区 |
宽度 |
1,800 mm |
|
|
深度 |
1,600 mm |
||
|
高度 |
2,200 mm |
||
|
惯性力矩 |
50 kg•m2 ✽4 |
||
|
码垛量✽2 |
每小时2,050个周期 ✽4 |
||
|
位置重复性 |
±0.5 |
||
|
质量 |
1,600 kg |
||
|
电源要量✽3 |
12 kVA |
||
|
控制柜 |
型号 面向北美 |
E03 |
|
|
型号 面向欧洲 |
|||
|
型号 面向日本 & 亚洲 |
|||
2.10托盘库
工人将托盘码好整体用叉车放入托盘库,当一个托盘码好,码垛输送机将其输送到叉取输送机的同时,托盘库下面气缸通过中封型电磁阀控制,顶起托盘库中的托盘并一次放行一个托盘,此托盘将被输送到码垛输送机上,如此反复循环可有效的节省放置托盘的次数,也保证了操作的安全性。
2.11空盘输送机
空盘输送机将托盘库中的空托盘输送出来,并用阻挡气缸定位空托盘,为输放入吊带做好准备,采用双节距链条传动,运行平稳、安全可靠。
当空托盘输送到重盘输送机后,通过光电检测到空托盘,将信号传给PLC,PLC驱动电磁阀动作,气缸将托盘限位板顶起,定位空托盘,码垛机开始码垛。
2.13叉取输送机
叉取输送机为无动力输送机,因码垛输送机和满垛输送机均为有动力输送机,可为码好产品的托盘输送到叉取输送机上提供很大的推力;同时码好产品的托盘质量很大,具有很大的惯性,也可使托盘向前推进。
叉取输送机采用无动力钢制滚筒,摩擦力很小。采用这种设计方式,大大降低了设备成本,产品稳定可靠、经久耐用。
叉车限位
本码垛生产线有叉车限位,约长1600宽100高100。叉车限位主要用在托盘库和叉取输送机上,利用叉车限位来限制叉车的叉取位,可以有效保护托盘库和叉取输送机不会被叉车经常碰撞而造成设备损坏;利用叉车限位还可以准确的定位空托盘放入托盘库的位置,保护叉车操作的安全,提高工作效率。